|
|


|
УВАЖАЕМЫЕ КЛИЕНТЫ!!!
Появилась возможность изготовления пружин из проволоки квадратного и прямоугольного сечения; Уважаемые Клиенты!
|
Качество и технологии Оборудование для отделки пружин после навивки 
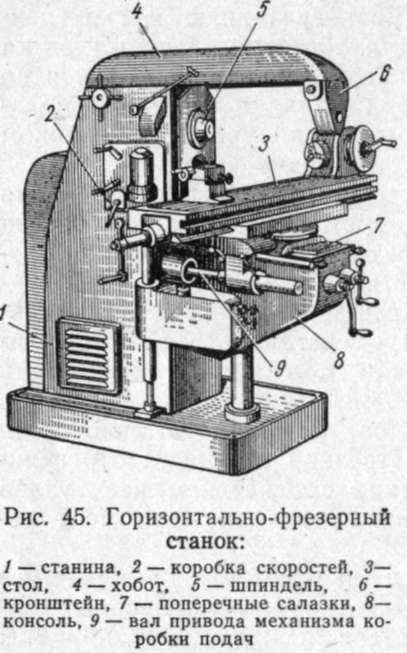
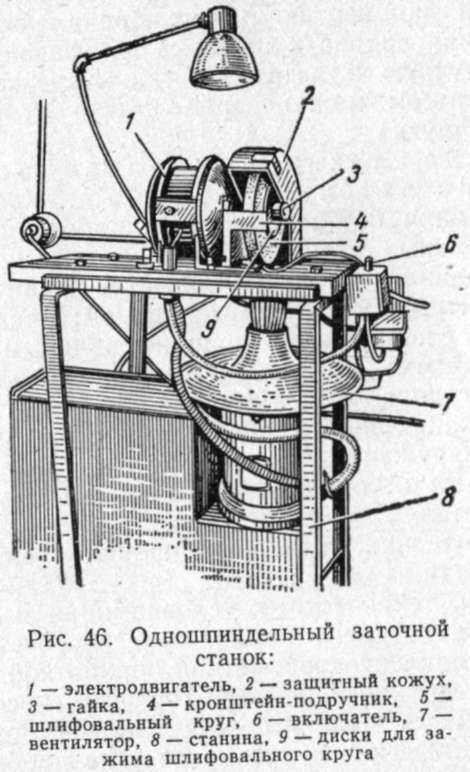
У навитых горячим способом пружин фрезеруют торцы на фрезерных станках. Горизонтально-фрезерный станок (рис. 45) имеет следующие основные узлы и детали: массивную чугунную станину, консоль, шпиндель, хобот, стол. В станине установлены электродвигатель и коробка скоростей. Шпиндель имеет внутреннее отверстие, передняя часть которого имеет конус для установки оправки или концевой фрезы. При фрезеровании плоскостей в шпиндель устанавливают специальную оправку с набором втулок. Фрезу устанавливают на оправку, имеющую шпоночный паз, и закрепляют на оправке между втулками. Другой конец оправки закрепляют на хоботе с помощью съемного кронштейна. На консоли крепится рабочий стол, на который устанавливается приспособление, закрепляющее детали для обработки фрезой. Стол перемещается в горизонтальном и вертикальном направлениях вручную и механически. Вертикально - фрезерный станок отличается от горизонтально-фрезерного тем, что шпиндель расположен вертикально и отсутствует хобот. Остальные элементы станка такие же, что и у горизонтально-фрезерного. Для заточки торцов пружин применяют заточные станки с одним или двумя заточными кругами. Одношпиндельный заточной станок несложной конструкции показан на рис. 46. Станок имеет станину 8, на которой установлен электродвигатель /. На валу электродвигателя закреплен шлифовальный круг 5, закрепляющийся зажимными дисками 9 с помощью гайки 3. Защитный кожух 2 закрывает шлифовальный круг, создавая безопасные условия работы. Перед шлифовальным кругом установлен кронштейн-подручник 4, который служит опорой при заточке торцов пружин и инструмента. На этом станке заточка осуществляется периферией круга. Для улавливания наждачной пыли на станке имеется вентилятор 7. Станок пускают в работу нажатием включателя 6. Одношпиндельные станки для заточки торцов пружин применяют в единичном
И мелкосерийном производствах при изготовлении мел- При массовом и крупносерийном производствах торцы пружин затачивают на специально оборудованных ООО СФчных станках. На таких станках заточка осуществляется торном шлифовального круга. Качающийся стол
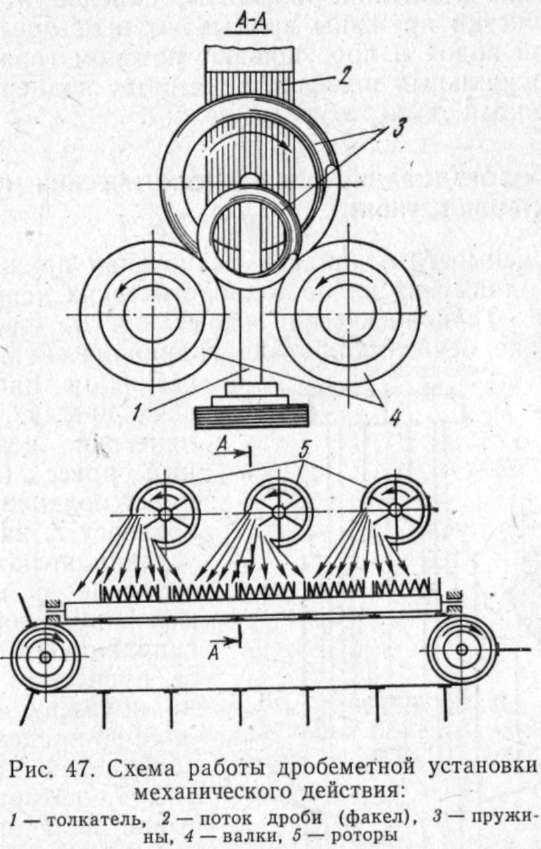
обеспечивает точную обработку торца пружины и способствует равномерному износу торца шлифовального круга. У пружин ответственного назначения торцы крайних витков шлифуют на плоскошлифовальных станках с обильным охлаждением эмульсией. Плоскошлифовальные станки разделяются на станки, работающие торцом круга, и станки, работающие периферией круга. Наиболее распространенным является плоскошлифовальный станок с прямоугольным столом. Этот станок состоит из станины, стола с магнитной плитой, стойки и шлифовальной бабки. Обрабатываемые детали закрепляются на столе или магнитной плите. Гидропривод сообщает столу прямолинейное поступательное движение. Шлифовальная бабка совместно с кареткой, на которой установлен шлифовальный круг, перемещается по вертикальным направляющим стойки. Вертикальная подача в процессе шлифования осуществляется вручную и автоматически. Каретка с шлифовальным кругом может перемещаться от гидропривода или вручную. Правила техники безопасности при работе на заточных станках. Кроме общих правил техники безопасности при работе на заточных р и шлифовальных станках необходимо выполнять следующие правила: работать только в защитных очках или с защитным прозрачным экраном; следить, чтобы зазор между подручником и шлифовальным кругом не превышал 3 мм; следить, чтобы шлифовальный круг заточного станка был тщательно отбалансирован; не допускать каких-либо ударов по шлифовальному кругу; при обнаружении неисправностей станка доложить мастеру, который обязан принять меры к устранению неисправностей. При нарушении указанных правил возможны несчастные случаи. Пружины, техническими условиями на изготовление которых предусмотрена повышенная износоустойчивость, подвергают наклепу дробеметной обработкой. При этом поверхность пружин, навитых горячим способом, очищается также от окалины. Для наклепа пружин применяют механические и пневматические дробеметы. На рис. 47 показана схема работы дробемета механического действия. Пружины 3, предназначенные для дробеметной обработки, помещают на вращающиеся валки 4 под поток 2 дроби. Разброс дроби осуществляется лопатками быстровращающихся роторов 5. Обработанные пружины толкателями 1 конвейера выводятся из зоны наклепа. Дробеметные установки имеют пылеулавливатели, которые с помощью вентиляторов очищают дробь от пыли, выбрасываемой за пределами здания. Скорость движения дроби в механических дробеметах постоянна, это обеспечивает достаточно равномерное упрочнение поверхности пружин в условиях массового производства.
В пневматическом дробемете под давлением сжатого воздуха поток дроби через сопла направляется на поверхность пружины. Этот способ применяют для наклепа труднодоступных мест пружин и для обработки мелких пружин. После дробеструйной обработки выявить дефекты металла на поверхности пружин (волосовины, трещины и др.) визуально трудно. Это является недостатком дробеструйной обработки. Пружины перед гальваническим или лакокрасочным покрытием очищаются химическим способом в ваннах. Химические ванны для очистки пружин разделяют на щелочные и кислотные. Щелочные ванны предназначены для обезжиривания, а кислотные — для травления поверхности металла с целью удаления ржавчины, окислов и окалины. После очистки пружины промывают в обычных ваннах проточной водой и просушивают потоком горячего воздуха в сушильных шкафах, в которых поддерживается определенный температурный режим. По вопросам размещения заказов на изготовление пружин обращаться:
© 2015-2018 ООО "Пружинно-навивочный завод". Изготовление и продажа металлических пружин: производство пружин кручения, навивка пружин сжатия, тарельчатые пружины. Предлагаем подвески и опоры трубопроводов, а также стопорные кольца. |
+7(351)200-36-34
e-mail: marketing@chelmash.com
Адрес: г. Челябинск,
пластинчатые пружины пружины сжатия пружины растяжения пружины кручения
пружин сжатия тарельчатых пружин |
|
|