|
|


|
УВАЖАЕМЫЕ КЛИЕНТЫ!!!
Появилась возможность изготовления пружин из проволоки квадратного и прямоугольного сечения; Уважаемые Клиенты!
, консультируйтесь у нас.
|
Качество и технологии  Оборудование для
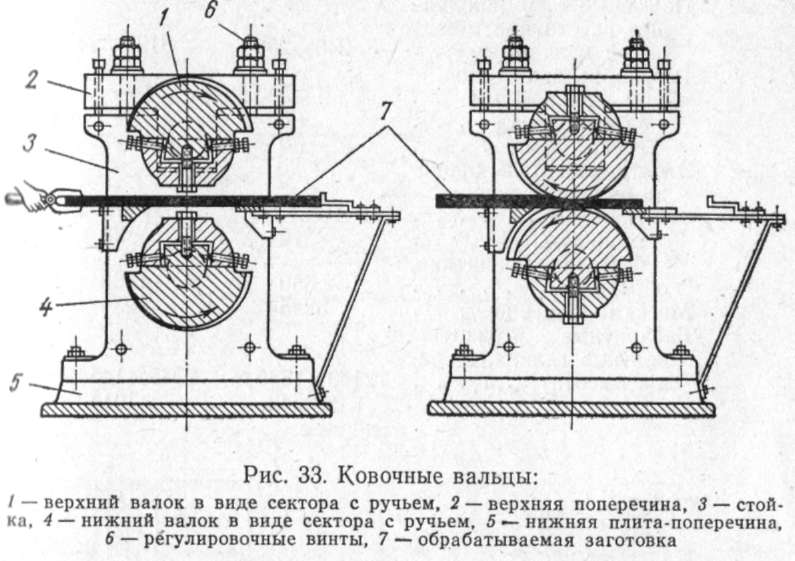
заготовительных операций Правят и оттягивают концы заготовок на молотах, прессах и ковочных вальцах. Ковочные вальцы бывают двух типов: консольного и закрытого. Ковочные вальцы, (рис. 33) являются машиной, которая выполняет операции ковки и прокатки. Ковочные вальцы предназначены для массового изготовления заготовок переменного сечения методом вальцовки металла в горячем состоянии. Вальцы выполняют оттяжку концов прутков, профильную вытяжку в горячем состоянии и ковку симметричных деталей. На вальцах можно выполнять подготовительные операции для последующей обработки. Принцип работы вальцов заключается в обжатии заготовки между двумя валками, вращающимися в разные стороны. На поверхности валка выполнены ручьи, которые при обжатии заготовки придают ей требуемую форму. Рабочие валки расположены между стойками. Нижний валок не регулируется по высоте, верхний валок регулируется при помощи пиитов и поперечины. Ковочные консольные вальцы С162А имеют станину, состоящую из двух частей: корпуса и крышки, стянутых болтами. Муфта включения — пневматическая однодисковая фрикционная, сблокирована с тормозом.
Вальцы снабжены механизмом регулирования, служащим для изменения расстояния между валками. Расстояние между валками регулируют вручную. Управление вальцами — кнопочное ручное и от ножной электропедали. На вальцах допускаются следующие режимы работы: одиночный ход и автоматический ход. Вращающиеся части привода смазываются маслом, находящимся в ванне редуктора. Остальные вращающиеся части смазывают шприцем. Закрытые ковочные вальцы С1234 имеют станину, сваренную из стального листового проката. Станина образует два рабочих окна для доступа в рабочую зону валков. Расстояние между валками можно регулировать. Кроме того, предусмотрено угловое регулирование валков. Муфта* включения и управления вальцами такая же, что и у вальцов С162А.
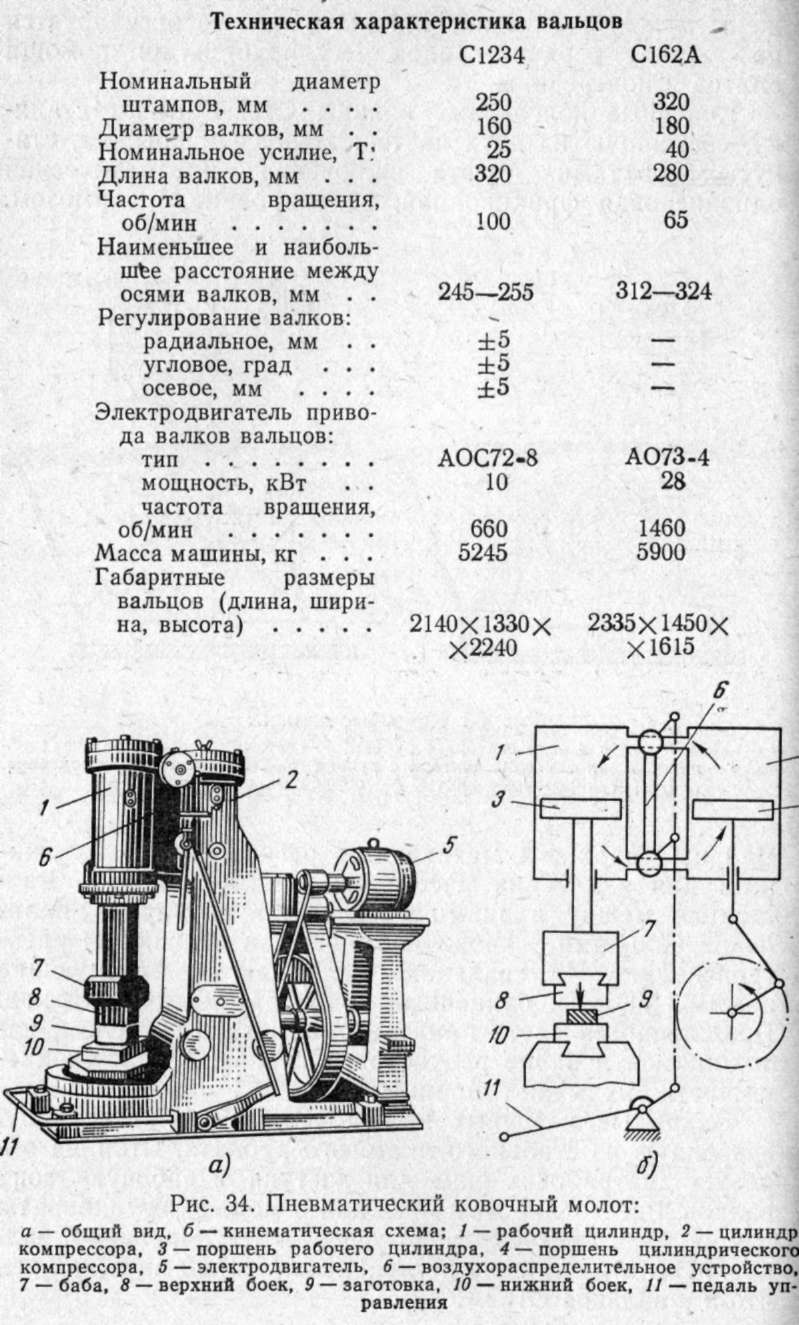
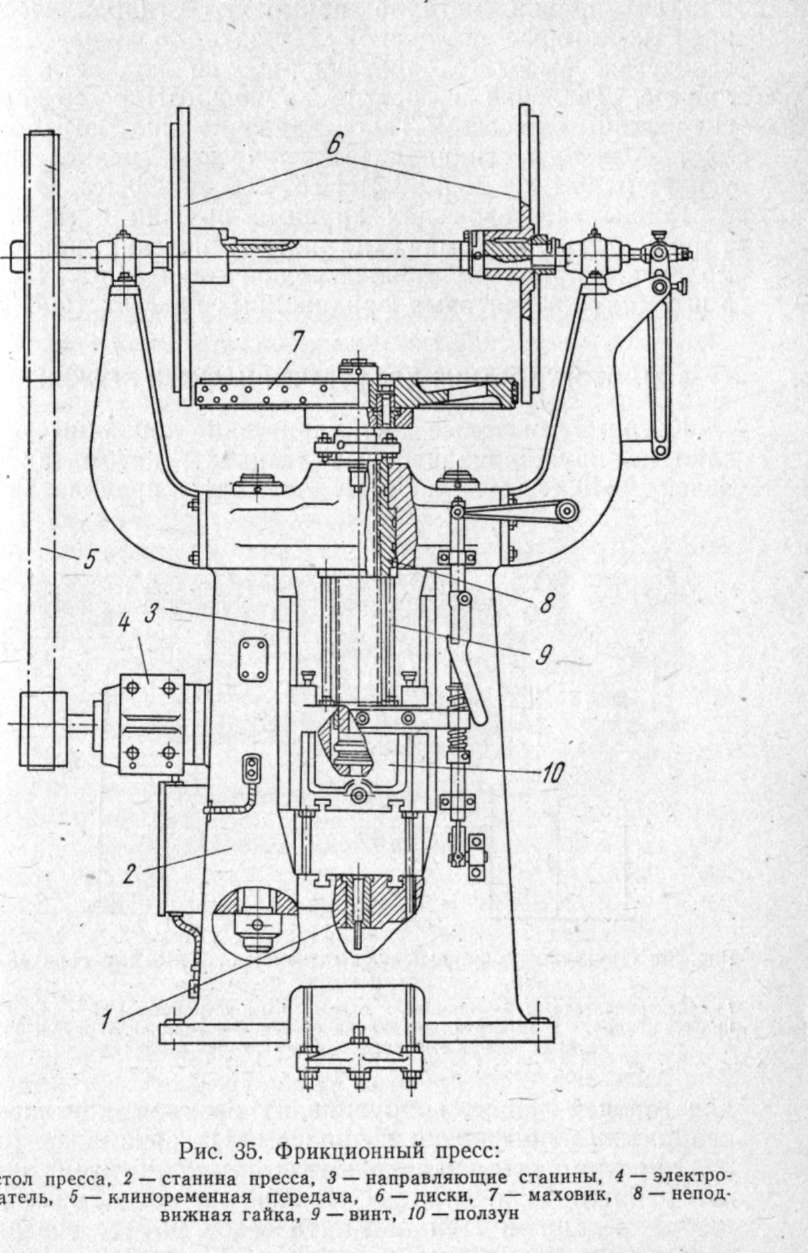
Для правки металла применяют гидравлические прессы, которые позволяют получать большие усилия вследствие высокого давления рабочей жидкости в цилиндре. Давление в системе до 20,2 МН/м2 создается специальным насосом. Такое давление жидкости позволяет создавать гидравлические прессы, развивающие усилие от 981 кН до 1,96 МН (от 100 до 200 тс). Концы заготовок для крупных пружин оттягивают в подкладных штампах на пневматических ковочных молотах с приводом от электродвигателя (рис. 34) или в штампах на винтовых фрикционных прессах (рис. 35).
По вопросам размещения заказов на изготовление пружин обращаться:
© 2015-2018 ООО "Пружинно-навивочный завод". Изготовление и продажа металлических пружин: производство пружин кручения, навивка пружин сжатия, тарельчатые пружины. Предлагаем подвески и опоры трубопроводов, а также стопорные кольца. |
e-mail: marketing@chelmash.com
пластинчатые пружины пружины сжатия пружины растяжения пружины кручения
пружин сжатия тарельчатых пружин |
|
|